
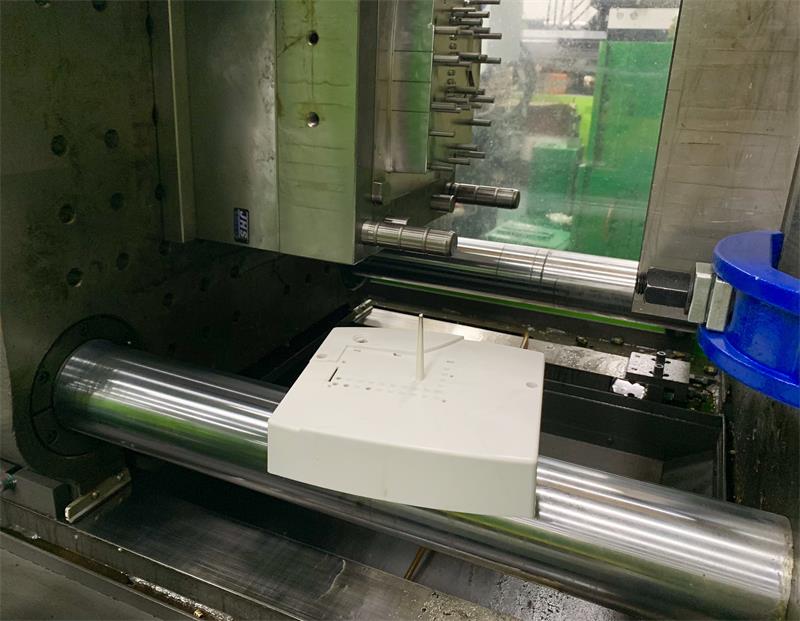
ইনজেকশন ছাঁচশিল্প উত্পাদনের জন্য প্রধান প্রক্রিয়া সরঞ্জাম, প্লাস্টিকের অংশ উত্পাদন করতে ছাঁচের ব্যবহার, যেমন উত্পাদন দক্ষতা প্রদান, গুণমান নিশ্চিত করা সহজ, কম উত্পাদন খরচ, ইনজেকশন ছাঁচগুলি শিল্প উত্পাদনে ক্রমবর্ধমানভাবে ব্যাপকভাবে ব্যবহৃত হচ্ছে।ইনজেকশন ছাঁচনির্মাণের সবচেয়ে গুরুত্বপূর্ণ প্রক্রিয়া হিসাবে, এর ছাঁচের গুণমান সরাসরি পণ্যের গুণমানকে প্রভাবিত করে, যখন ছাঁচের উত্পাদন ব্যয় উদ্যোগগুলির বিকাশের ব্যয়ের একটি বড় অনুপাত দখল করে।তাই প্লাস্টিক পণ্যের খরচ কমাতে ইনজেকশন ছাঁচের পরিষেবা জীবন/শট লাইফ উন্নত করুন, এন্টারপ্রাইজের উত্পাদনশীলতা উন্নত করুন এবং প্রতিযোগিতার একটি উল্লেখযোগ্য প্রভাব রয়েছে।
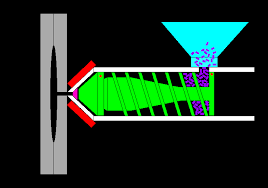
প্লাস্টিক ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটি প্রধানত প্লাস্টিকের কাঁচামাল ইনজেকশন মেশিন ব্যারেলে প্লাস্টিকাইজেশন গরম করার পরে, ইনজেকশন মেশিন স্ক্রু প্রপালশনে, প্লাস্টিক একটি নির্দিষ্ট তাপমাত্রায় পৌঁছানোর পরে, ছাঁচের গহ্বরে ইনজেকশন মেশিনের অগ্রভাগের মাধ্যমে একটি নির্দিষ্ট চাপ এবং গতি সহ। তারপর চাপ পরে ছাঁচ, পণ্য ঠান্ডা এবং ছাঁচ খুলুন এবং প্লাস্টিকের অংশ পেতে.

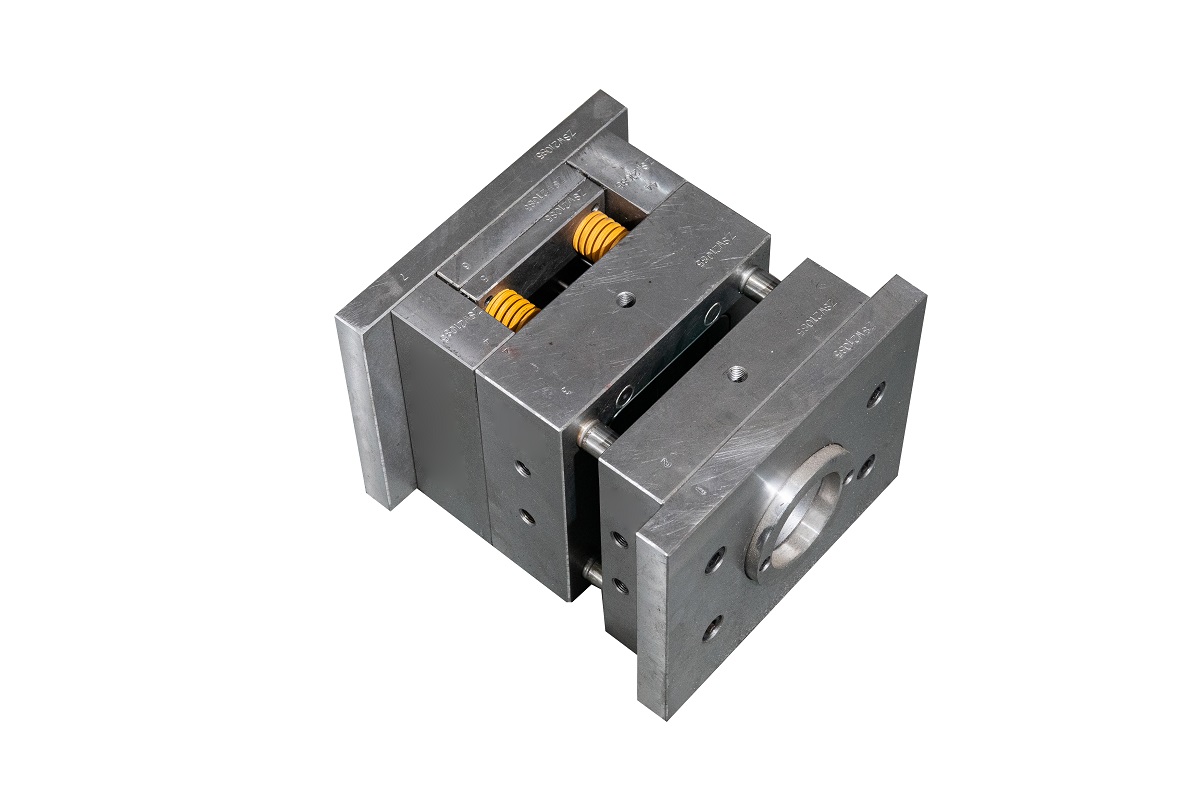
ইনজেকশন ছাঁচনির্মাণের প্রক্রিয়া চলাকালীন, ছাঁচটি বন্ধ হয়ে গেলে ছাঁচের পৃষ্ঠকে চাপ সহ্য করতে হয়, ছাঁচের গহ্বরে প্লাস্টিকের গলে যাওয়ার চাপ এবং ছাঁচটি খোলার সময় টানা বল, যার মধ্যে প্লাস্টিকের চাপ গলে যায়। গহ্বর উপর সবচেয়ে গুরুত্বপূর্ণ.একই সময়ে, ছাঁচটি একটি নির্দিষ্ট তাপমাত্রার অবস্থার মধ্যে বজায় রাখতে হবে, ছাঁচের তাপমাত্রা চক্রীয় পরিবর্তনগুলি অর্জনের চেষ্টা করা উচিত, গ্রাহকের প্রয়োজনীয়তা ছাঁচের তাপমাত্রা বেশি হওয়া উচিত, যা কার্যকরভাবে ট্রেস দ্রবীভূত করতে পারে এবং প্লাস্টিকের অংশগুলি ছাঁচের তাপমাত্রা থেকে দূরে রাখতে পারে। কম হতে হবে।অন্যথায় পণ্যের বিকৃতি তুলনামূলকভাবে বড় হবে।এই ধরনের কাজের অবস্থার অধীনে, ছাঁচটি অত্যধিক বিকৃতি এবং গরম এবং ঠান্ডা ক্লান্তি ফেটে যাওয়ার জন্য সংবেদনশীল, প্রধানত তাপমাত্রা এবং চাপের প্রভাবে।
ছাঁচের গহ্বর ভরাট করার প্রক্রিয়ায় প্লাস্টিক, উচ্চ তাপমাত্রার দ্বারা ছাঁচ গঠনের অংশ এবং উচ্চ চাপ গলানো, প্রবাহ ঘর্ষণ, পণ্য ডিমোল্ডিং প্রক্রিয়ায়, গহ্বর এবং কোর এবং কাজের প্রক্রিয়ায় প্লাস্টিকের অংশগুলি ঘর্ষণ তৈরি করা সহজ, ফলস্বরূপ ছাঁচ পরিধান প্রপঞ্চে.একই সময়ে, ছাঁচের ঘন ঘন খোলা এবং বন্ধ হওয়ার কারণে, ছাঁচের গাইড অংশ এবং ছাঁচনির্মাণের অংশগুলি পরা এবং ছিঁড়ে যাওয়ার প্রবণতার ফলে আলগা হয়ে যায়।


ছাঁচনির্মাণ প্রক্রিয়ায়, কিছু প্লাস্টিক উচ্চ তাপমাত্রায় এবং ক্ষয়কারী গ্যাস তৈরির চাপে পচে যায়, যা সহজেই ছাঁচের পৃষ্ঠকে ক্ষয় করে এবং ছাঁচের পৃষ্ঠের ক্ষতি করে।
যখন ইনজেকশন ছাঁচের উত্পাদন একটি নির্দিষ্ট সংখ্যায় পৌঁছায়, ছাঁচের অত্যধিক পরিধানের কারণে পণ্যের পৃষ্ঠের গুণমান প্রয়োজনীয়তা পূরণ করতে পারে না, পণ্যের ওভারফ্লো এবং উড়ন্ত প্রান্তটি গুরুতর, এবং ছাঁচের গহ্বর এবং কোর মেরামত করা যায় না, ছাঁচের জীবন শেষ হয়ে যায়।ছাঁচ ব্যর্থ হওয়ার আগে সম্পূর্ণ প্লাস্টিকের অংশের মোট সংখ্যা ছাঁচের জীবন হিসাবেও পরিচিত।
পোস্টের সময়: জুলাই-26-2022